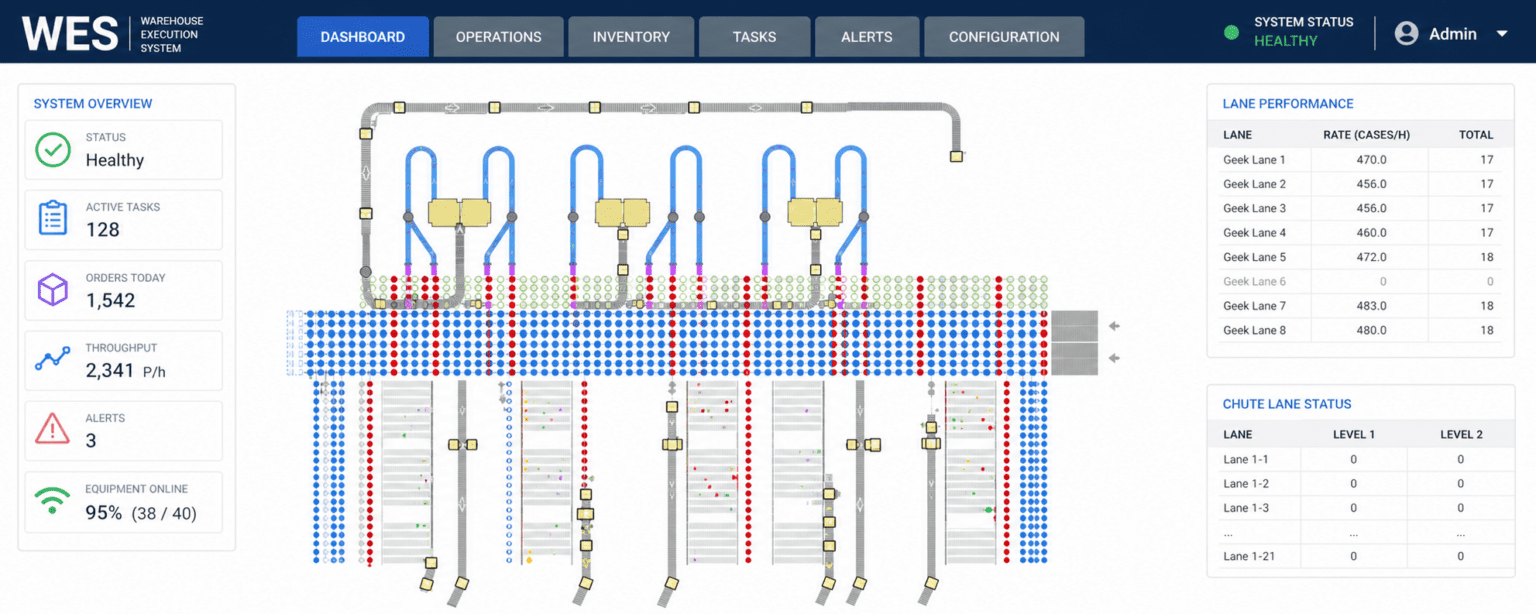
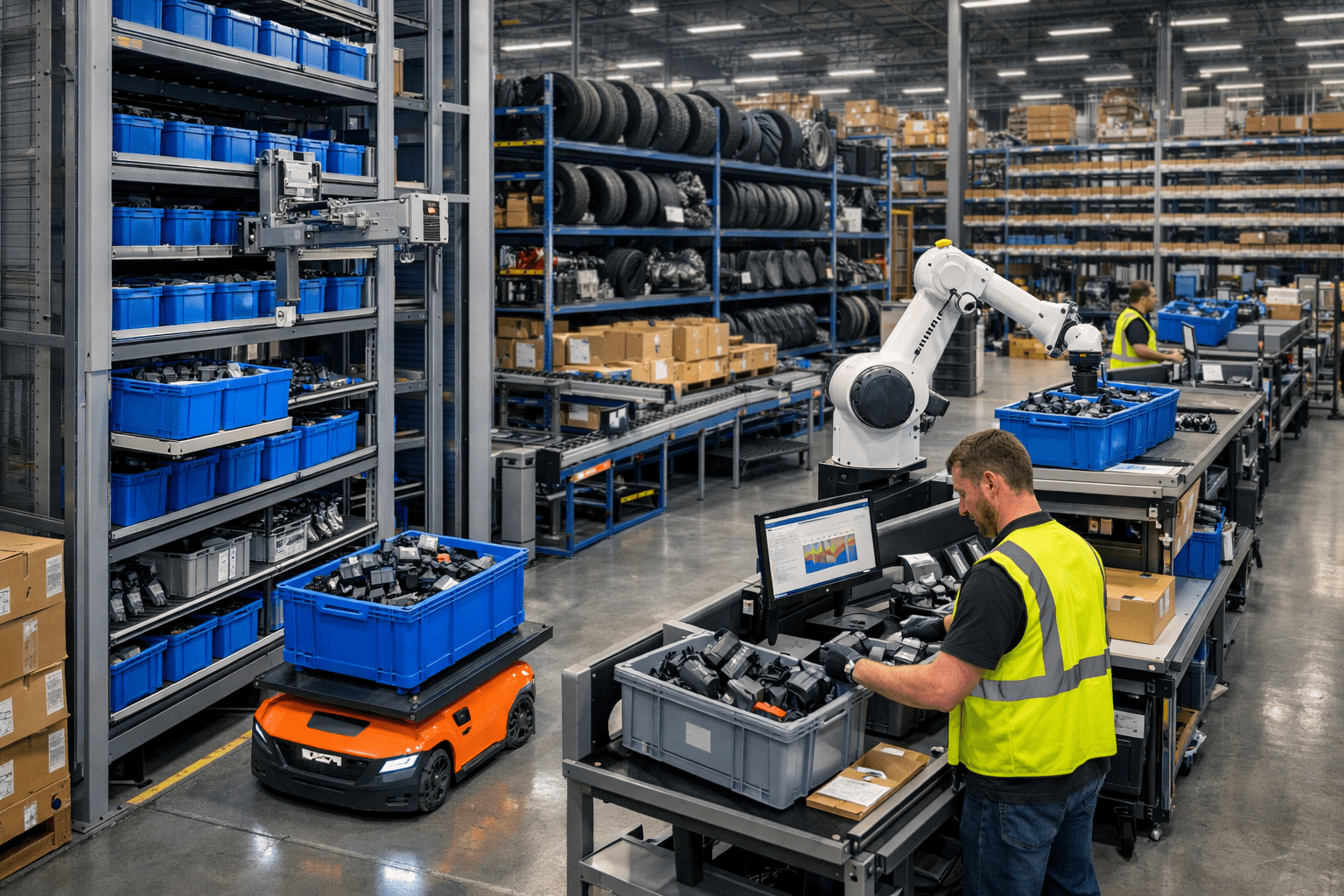
A warehouse execution system is the missing piece for mid-sized distribution centers running mixed automation. Without orchestration, even well-equipped DCs struggle with bottlenecks, labor waste, and siloed systems. Learn what to look for in a WES and why integration matters more than feature lists.